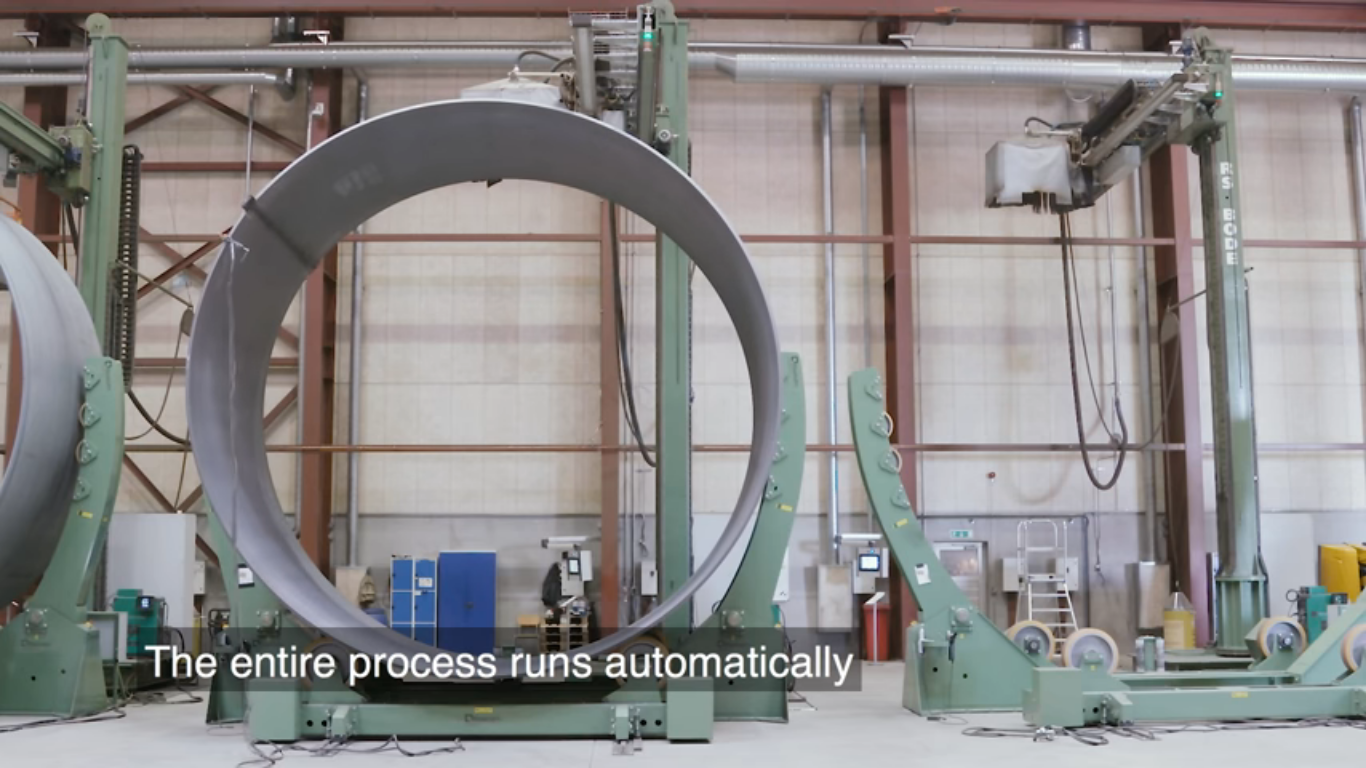
W skład stanowiska zrobotyzowanego wchodzą elementy hardware:
- słupowysięgnik i zestaw obrotników rolkowych marki BODE
- elementy podajnika drutu wraz z urządzeniami skanującymi rowek spawalniczy oraz oscylatorem wprawiający ruch poprzeczny palnika (zainstalowane na ramieniu słupowysięgnika na specjalnej listwie prowadzącej)