
Przykłady zastosowania drutów rdzeniowych na stanowiskach zrobotyzowanych
Na stanowiskach zrobotyzowanych i zmechanizowanych można stosować wszystkie rodzaje drutów rdzeniowych.
- Druty rutylowe przeważnie stosuje się do wykonywania spoin jednościegowych. Żużel usuwa się w tej samej operacji w dodatkowym zabiegu czyszczenia, np. za pomocą młotka igłowego zamontowanym na ramieniu tego samego robota.
- Druty z rdzeniem metalicznym stosuje się do wykonywania spoin jednościegowych i wielościegowych. Pozostałości silicatów na powierzchni lica usuwa się sprężonym powietrzem w tej samej operacji spawania, ale w następnym zabiegu.
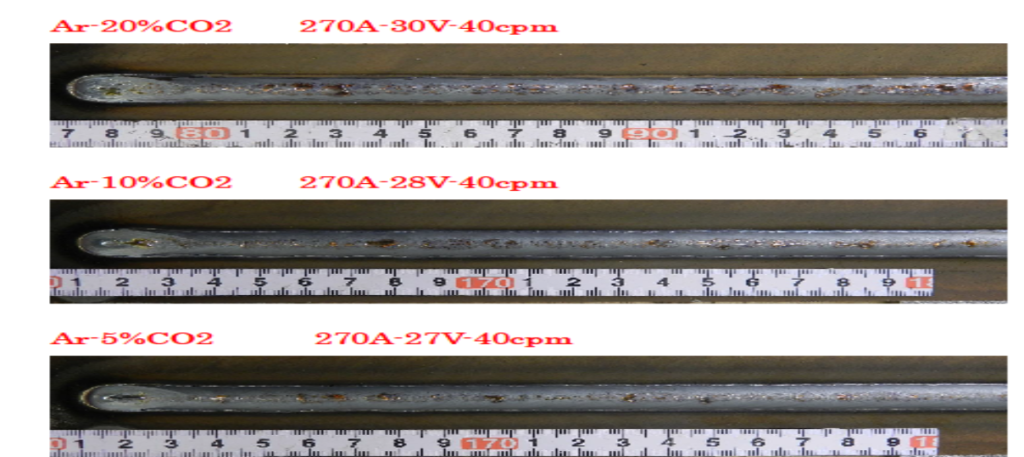
Poniższy rysunek przedstawia wpływ składu gazu osłonowego na ilość silikatów na powierzchni spoin wykonanych drutem z rdzeniem metalicznym:
Zalety spawania drutem proszkowym:
- Wysoka precyzja podawania drutu
- Kontrolowany i powtarzalny przebieg procesu spawania,
- Zwiększenie wydajności spawania przy jednoczesnym zmniejszenie ilości występowania niezgodności spawalniczych oraz zastosowanie samoadaptujących się systemów sterowania procesem pozwalają na wykorzystanie robotów do spawania konstrukcji w przemyśle okrętowym.
Analiza technologiczna spawania w pozycji PG
Spawanie w pozycji pionowej – PG drutem proszkowym NSSW SM 3A:
- W stoczniach zachodnich spawanie w pozycji PG jest powszechnie stosowanie,
- Najczęściej używa się drutu metalicznego, zarówno do spawania półautomatycznego, jak i zrobotyzowanego.
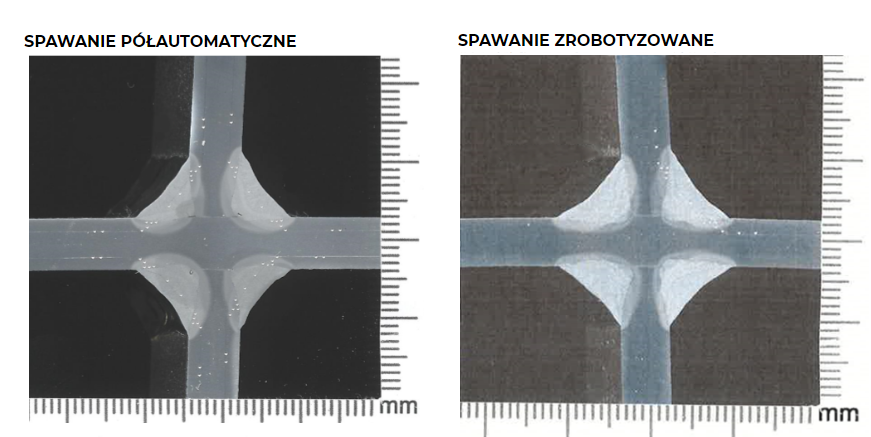
SPAWANIE PÓŁAUTOMATYCZNE
- Materiał podstawowy: AH 36 (stan dostawy N)
- Grubość: 6,5 mm
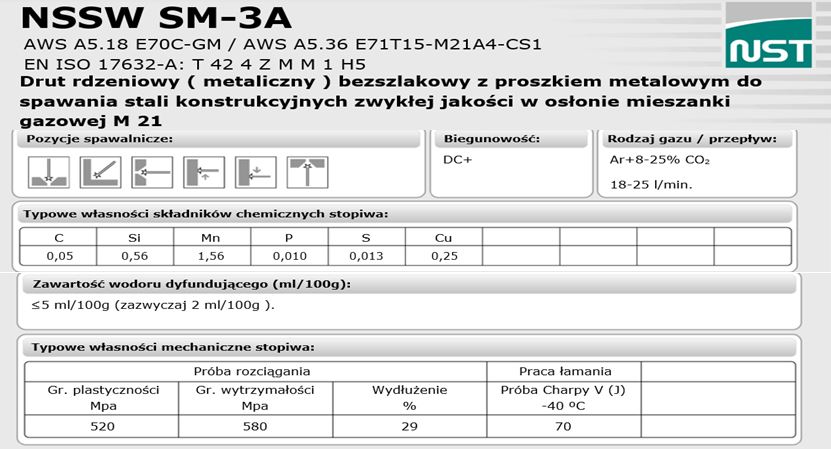
- Materiał dodatkowy: NSSW SM 3 A
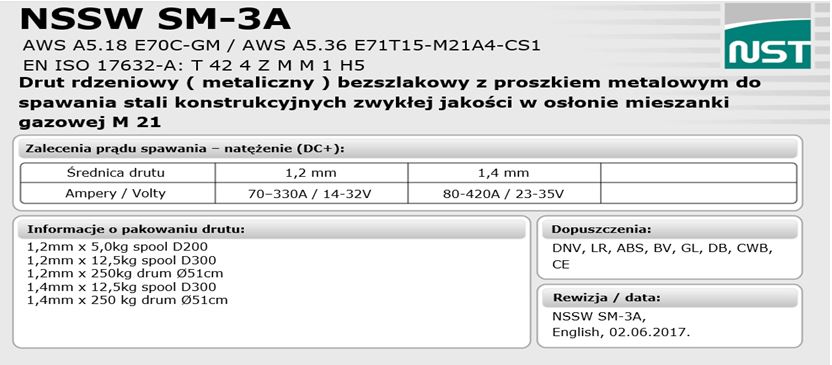
- Średnica 1,2 mm, szpula 12,5 kg, D 300 mm
- Spoina pachwinowa wielościegowa
- Źródło prądu: FRONIUS
- Natężenie prądu spawania: 260-280 A
- Napięcie łuku: 25 V
- Prędkość podawania drutu: 7-8 m/min
- Wolny wylot drutu: 15-20 mm
- Natężenie przepływu gazu: 20 l/min
SPAWANIE ZROBOTYZOWANE
- Materiał podstawowy AH 36 (stan dostawy N)
- Grubość: 6,5 mm
- Materiał dodatkowy NSSW SM 3 A
- Średnica 1,2 mm, beczka D 51, 250 kg
- Spoina pachwinowa wielościegowa
- Źródło prądu : FRONIUS
- Natężenie prądu spawania: 245 A
- Napięcie łuku: 25,4 V
- Prędkość podawania drutu: 8 m/min
- Wolny wylot drutu: 15-20 mm
- Natężenie przepływu gazu: 20 l/min
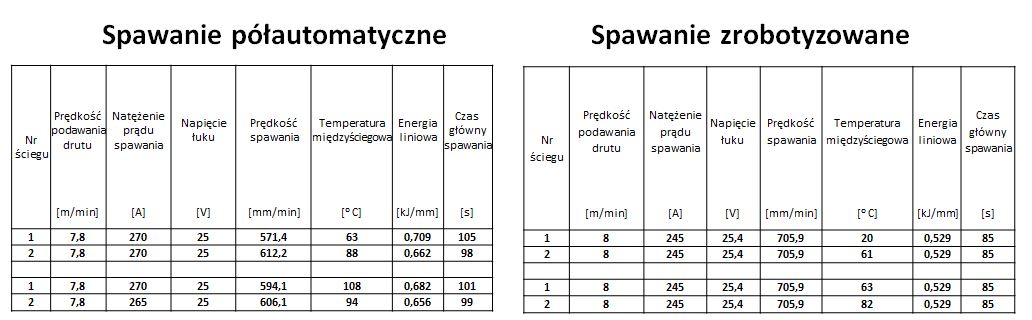
Wnioski:
- Powtarzalność podstawowych parametrów spawania stanowiska zrobotyzowanego
- Zmniejszenie wartości energii liniowej dla stanowiska zrobotyzowanego
- Zmniejszenie czasu głównego spawania dla stanowiska zrobotyzowanego, zwiększenie szybkości spawania
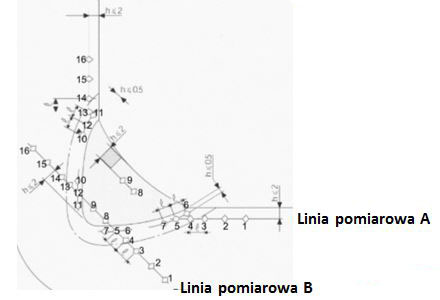
Pomiary twardości złączy spawanych
Spawanie Półautomatyczne
- W linii pomiarowej A uzyskano maks. twardość HV 278 w punkcie pomiarowym 12 (SWC)
- W linii pomiarowej B uzyskano maks. twardość HV 296 w punkcie pomiarowym 6 (SWC)
Spawanie Zrobotyzowane
- W linii pomiarowej A uzyskano maks. twardość HV 323 w punkcie 6 (SWC)
- W linii pomiarowej B uzyskano maks. twardość HV 292 w punkcie 6 (SWC)
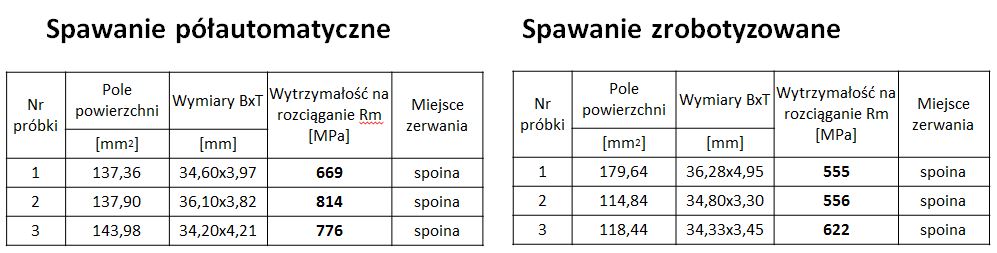
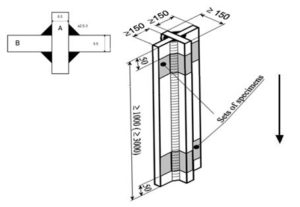
Zgodnie z DNV-GL-RU-SHIPS dodatkowym wymaganiem podczas kwalifikowania technologii w przypadku spawania w pozycji PG są badania wytrzymałości złączy spawanych na rozciąganie.
Kryterium oceny: 430 MPa
Wykonywanie spoin sczepnych w aplikacjach zrobotyzowanych i zmechanizowanych
W celu poprawy jakości i wyglądu spoin jednowarstwowych do wykonywania spoin sczepnych zaleca się stosowanie drutu
o średnicy 1,0 mm.
Druty NSSW SF-1A i NSSW SF-3AM o średnicy 1,0 mm są już dostępne
w ofercie NST Polska.

Podsumowanie:
- Stanowiska zrobotyzowane wymagają drutów rdzeniowych o ponadprzeciętnej jakości i wyjątkowych własnościach.
- Firma NSSW oferuje druty rdzeniowe dedykowane do zastosowania na stanowiskach zrobotyzowanych zapewniające stabilność spawania, powtarzalne własności mechaniczne złączy i wysoką wydajność procesu.
- Zastosowanie spawania w pozycji PG w stanowiskach zrobotyzowanych skraca czas główny spawania i zmniejsza energię liniową, co dodatkowo zwiększa wydajność produkcji.
- Zmniejszenie energii liniowej spawania wpływa na dodatkowe oszczędności wynikające z ograniczenia konieczności prostowania konstrukcji i naprawy ewentualnych pęknięć sekcji okrętowych.